
Trong ngành kiểm tra không phá hủy (NDT) nói chung và các dự án giám định chất lượng đường ống áp lực nói riêng, phương pháp Chụp ảnh phóng xạ (Radiographic Testing – RT) đóng vai trò như một chiếc máy “X-quang công nghiệp”. Kết quả của quá trình này được cô đọng lại trong một văn bản pháp lý tối quan trọng: Báo cáo kết quả RT (RT Examination Report).
Tuy nhiên, với một lượng lớn các thông số kỹ thuật viết tắt theo tiêu chuẩn quốc tế, việc đọc hiểu trọn vẹn báo cáo này đôi khi là một thách thức đối với các kỹ sư giám sát mới hoặc nhân sự quản lý dữ liệu.
Với kinh nghiệm triển khai kiểm định chất lượng cho nhiều hệ thống công nghiệp phức tạp, Trung Tín Á Châu (TTA) xin chia sẻ bài viết hướng dẫn chi tiết cách “giải mã” các thuật ngữ và thông số cốt lõi trên một form báo cáo RT tiêu chuẩn ASME.
1. Khu vực Thông tin Hành chính & Cơ sở Pháp lý (Administrative Header)
Đây là phần đầu tiên nằm ở trên cùng của báo cáo, giúp định danh hồ sơ và xác định bộ tiêu chuẩn đối chiếu.
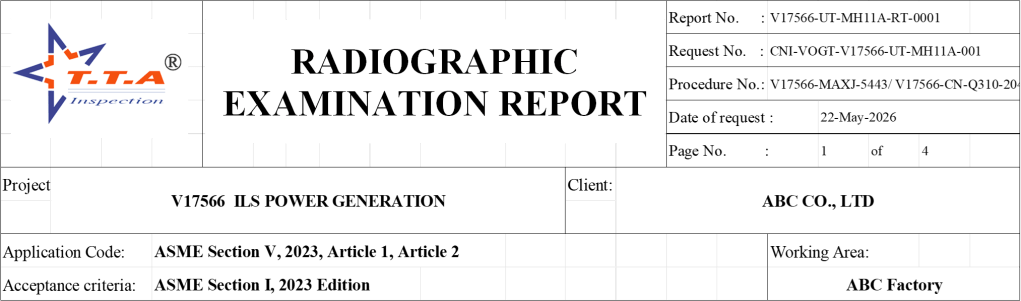
- Report No (Số báo cáo): Mã số định danh duy nhất của từng báo cáo để phục vụ công tác tra cứu và lưu trữ hệ thống.
- Procedure No (Số quy trình): Mã hiệu quy trình công nghệ RT đã được các bên phê duyệt. Mọi thao tác của Kỹ thuật viên (KTV) ngoài hiện trường bắt buộc phải tuân thủ nghiêm ngặt theo tài liệu này.
- Application Code (Tiêu chuẩn áp dụng): Quy trình và kỹ thuật chụp tuân theo tiêu chuẩn nào. Ví dụ: ASME Section V (Quy định về phương pháp kiểm tra không phá hủy).
- Acceptance Criteria (Tiêu chuẩn nghiệm thu): Thước đo dùng để đánh giá mối hàn Đạt (Accept) hay Lỗi (Reject). Ví dụ: ASME Section I (Áp dụng cho hệ thống Lò hơi và Bình áp lực).
2. Thông số Hình học & Vật liệu (Material Information)
Hiểu rõ bản chất vật liệu giúp người đọc đánh giá tính hợp lý của năng lượng tia phóng xạ được sử dụng.

- Welding Process (Phương pháp hàn): Công nghệ hàn được sử dụng. Phổ biến như GTAW + SMAW (Hàn TIG lót đáy phối hợp hàn que phủ bề mặt).
- Material (Mác vật liệu): Bản chất của kim loại nền. Đối với các hệ thống áp lực cao, các mác thép hợp kim chịu nhiệt đặc chủng như SA-335 P91 hay SA-182 F91 thường xuyên được áp dụng.
- Base Material Thickness (Chiều dày thành ống): Thể hiện độ dày thực tế của vách vật liệu (ví dụ: 28.57 mm). Vật liệu càng dày thì yêu cầu về năng lượng đâm xuyên của nguồn phóng xạ càng cao.
3. Thông số Thiết bị & Kỹ thuật Điều phối Nguồn (Equipment Data)
Chất lượng hình ảnh màng phim phụ thuộc hoàn toàn vào các thông số hình học khi đặt nguồn phóng xạ.
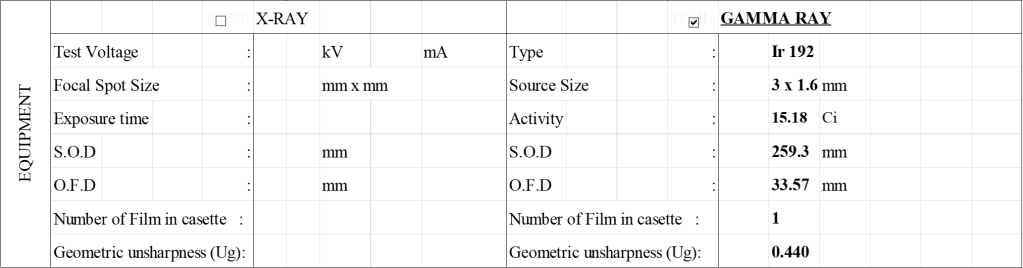
- Type (Loại nguồn): Nguồn đồng vị phóng xạ Gamma được sử dụng (phổ biến nhất là Ir 192 – Iridium 192).
- Activity (Cường độ nguồn): Độ mạnh của nguồn phóng xạ tại thời điểm chụp, tính bằng đơn vị Ci (Curie). Nguồn càng mạnh thì thời gian phơi sáng càng ngắn.
- S.O.D (Source to Object Distance): Khoảng cách từ tâm hạt nguồn đến bề mặt thớ trên của mối hàn.
- O.F.D (Object to Film Distance): Khoảng cách từ thớ trên mối hàn đến màng phim.
- Geometric Unsharpness (Ug – Độ mờ hình học): Chỉ số đo lường độ sắc nét hình học của hình ảnh trên phim. Chỉ số Ug thực tế tính toán được phải nhỏ hơn giá trị Ug max giới hạn mà tiêu chuẩn ASME Section V cho phép đối với từng khoảng độ dày vật liệu.
4. Vật tư & Kỹ thuật Chụp Phim (Material & Technique)

- Density Required (Độ đen yêu cầu): Mật độ quang học của phim sau khi rửa bồn phòng tối. Theo ASME, độ đen tiêu chuẩn phải nằm trong khoảng từ 2.0 đến 4.0.
- IQI (Image Quality Indicator – Bộ chỉ thị chất lượng hình ảnh): Thường gọi là bộ đâm xuyên (dạng dây hoặc dạng lỗ). Đây là thiết bị chuẩn để chứng minh độ nhạy thực tế của phim.
- Design Wire No. vs Number Visible Wire: Tiêu chuẩn yêu cầu trên phim phải nhìn thấy tối thiểu sợi dây số mấy (ví dụ: Dây số 9). Nếu thực tế phim nhìn rõ sợi dây mỏng hơn (ví dụ: Dây số 8), nghĩa là phim có độ nhạy hình ảnh đạt yêu cầu.
- Technique (Kỹ thuật chụp): Cách bố trí nguồn và phim. Ví dụ: K kỹ thuật DWSI (Double Wall Single Image) – Chụp xuyên qua 2 vách thành ống nhưng chỉ đánh giá hình ảnh của 1 vách sát phim.
5. Bảng Diễn Giải Kết Quả Đánh Giá (Evaluation Table)
Đây là “trái tim” của báo cáo, nơi KTV ghi nhận kết quả cho từng mối hàn cụ thể:
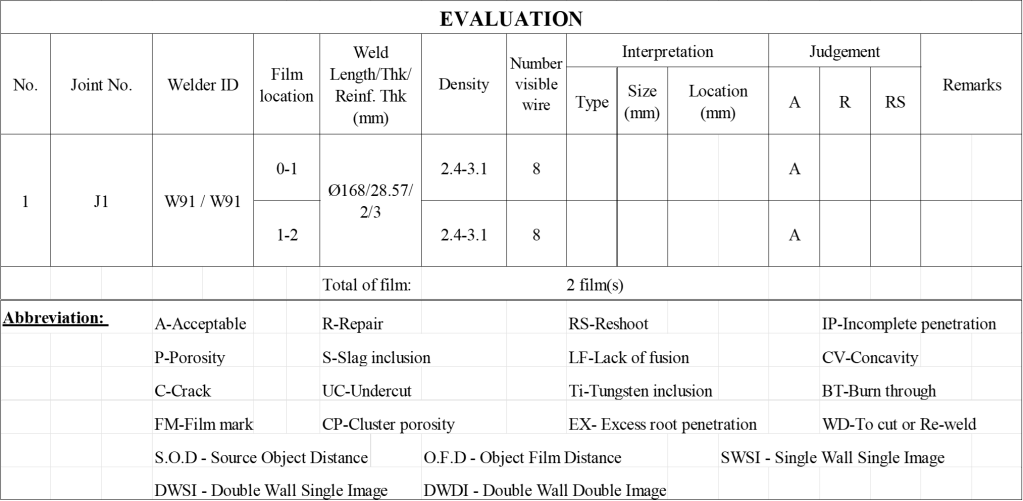
- Joint No. / Welder ID: Ký hiệu mối hàn và mã số định danh của người thợ hàn thực hiện (phục vụ công tác kiểm soát năng lượng và truy xuất trách nhiệm chất lượng).
- Film Location (Phân đoạn phim): Do chu vi ống tròn lớn, một mối hàn có thể phải chia ra nhiều phân đoạn phim để chụp (ví dụ: đoạn
0-1,1-2). - Interpretation (Diễn giải khuyết tật): Nếu mối hàn phát hiện khuyết tật vượt ngưỡng, KTV sẽ ghi rõ mã ký hiệu viết tắt tại đây (Ví dụ: P – Rỗ khí, S – Kẹt xỉ, C – Nứt, IP – Không thấu, LF – Thiếu ngấu/không ngấu). Nếu mối hàn sạch, phần này sẽ được để trống.
- Judgement (Đánh giá cuối cùng): Tích chọn A (Acceptable) nếu mối hàn Đạt hoặc R (Repair) nếu mối hàn phải đục sửa và chụp lại.
6. Tính Pháp Lý của Chữ Ký Phê Duyệt
Một báo cáo RT chỉ được coi là hoàn chỉnh và có hiệu lực nghiệm thu khi đáp ứng đủ các tầng kiểm soát:
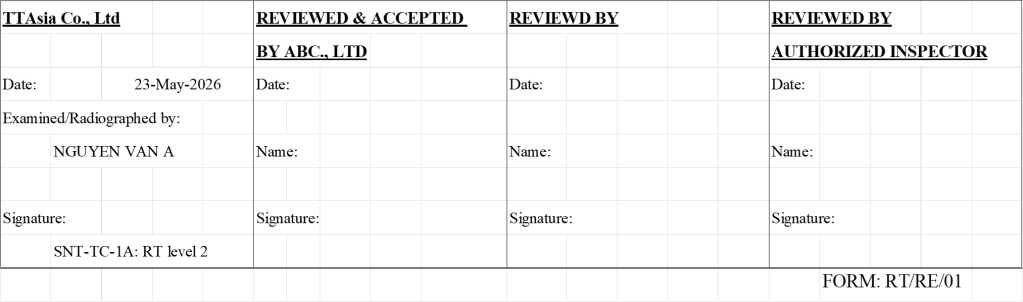
- Evaluated by (Người đánh giá): Bắt buộc phải được thực hiện và ký tên bởi Kỹ thuật viên có chứng chỉ chuyên môn tối thiểu bậc 2 (SNT-TC-1A: RT Level 2).
- Reviewed & Accepted by (Khách hàng/Đối tác): Chữ ký phê duyệt từ đại diện giám sát chất lượng của đơn vị thuê dịch vụ (Ví dụ: ABC Company).
- Authorized Inspector (Giám sát độc lập): Chữ ký xác nhận cuối cùng của Đơn vị kiểm định độc lập hoặc Đại diện tổ chức có thẩm quyền để đóng hồ sơ nghiệm thu hạng mục.
Lời kết
Việc chuẩn hóa quy trình nhập liệu và nâng cao năng lực đọc hiểu báo cáo RT không chỉ giúp tối ưu hóa tiến độ dự án mà còn là lá chắn bảo vệ an toàn cho toàn bộ công trình trước các nguy cơ rò rỉ, nứt gãy áp lực. Tại Trung Tín Á Châu (TTA), đội ngũ kỹ sư và KTV Level 2/Level 3 của chúng tôi luôn cam kết thực thi quy trình kiểm tra minh bạch, chính xác, cung cấp những số liệu báo cáo trung thực nhất theo đúng các hệ tiêu chuẩn quốc tế nghiêm ngặt.
Để tìm hiểu thêm về các dịch vụ kiểm tra không phá hủy (NDT) nâng cao hoặc nhận tư vấn kỹ thuật cho dự án của bạn, hãy liên hệ ngay với Phòng Công Nghiệp – Công ty Trung Tín Á Châu (TTA)

Leave a comment